|
 |
|
|
Last modified 9/12/09 |
|
|
| School Blog |
|
|
|
| This Blog represents students that have agreed to participate in the RCS/AMS School Blog. All the information within this Blog is private and the property of the school. |
|
-
The VTEC Round Table
- A group of Advance Engine Students are having an open
- class discussion on the Honda Vtec engine design after
- reviewing a (HondData Software) power point presentation.
-
Classroom Subject
- The i-VTEC (Intelligent - VTEC)
- consisting of a demonstration on the Honda ECU
- re-configuration software and tuning of fuel and ignition maps.
-
- These seven Wiseman are the future in performance engine
- designing and performance engine tuning.
|
|
-
We're all on the bus
A small group of RCS/AMS Students are visiting Evans Machining Service,
- located in Pittsburgh Pa. interested in CNC Machining and how it will affect
- their on going training. From right to left, students Mike, Ross, Perry, Ron
- and Nick all have seen the benefits of CNC programming and machining and
- how it will improve their understanding and machining abilities, completing
- their education as a whole.
-
Classroom Subject
-
CNC Machining on a large scale with production. Evans Machining Service
- makes rifle and gun parts for the Military and is a major supporter our troops.
|
|
-
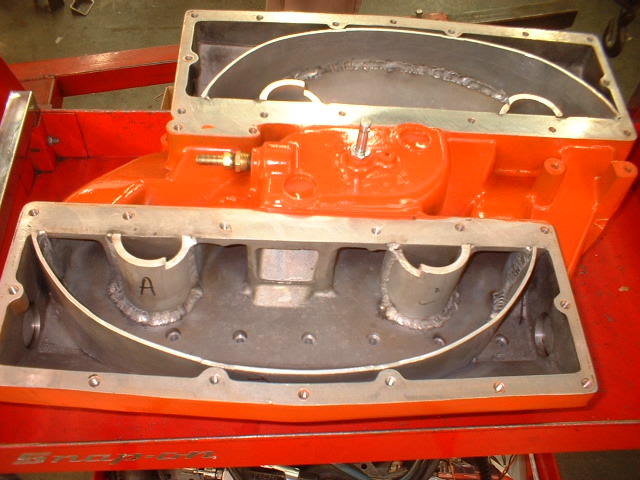
Project Hemi Dart
- This is a beautiful 68 Dodge Dart built by Jerry Dixion out of Pittsburgh Pa., a
- classic muscle car restorer, who believes in our school and knowledge, and
- has asked intrusting us at RCS/AMS Votech to fix and redesign a list of
- drivability related issues. This crate 426 Hemi was from the factory a 435 Hp
- single 4 barrel tested engine. Jerry put on the crate engine the Chrylser
- factory racing cross ram with two matching factory 750 cfm racing carbs.
-
- Jerry had major tuning problems with the induction system he installed.
- The carbs and the intake runners were too big for the engines designed power
- output and it made tuning the engine next to impossible. The induction was
- designed for a much higher output engine and RPM.
-
Classroom Subject
-
- In our Advance Engine Program students get a heavy involvement in tuning
- related issues. With this 2x4 cross ram design students first go through a list
- of tests, results needed in making sure our efforts are not wasted. From these
- test we were able to make all the necessary changes to the engine and parts
- without replacing anything. Jerry really wanted to use this set up for it made
- the car's image come together.
-
- We advanced the camshaft timing to increased the dynamic cylinder pressure,
- along with shrinking the plenum of the intake manifold. After the major
- changes we were able to adjust the carburetors with accuracy by increasing
- the throttle response and idle quality as if it was a single 4 carburetor engine.
- Jerry was unbelievably happy with the results and hasn't had to make an
- adjustment since.
-
-
-
|
|
-
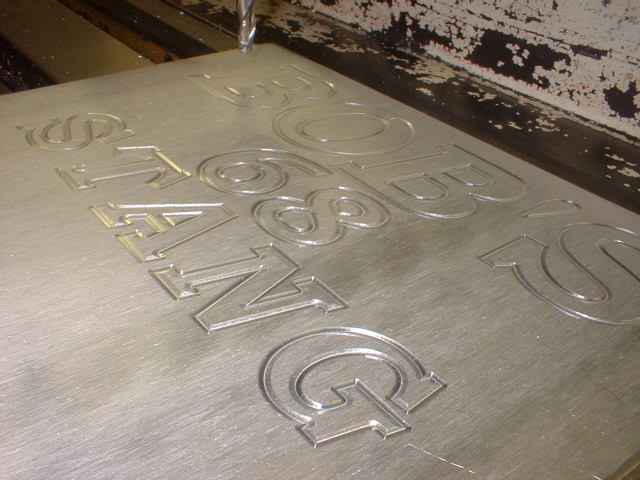
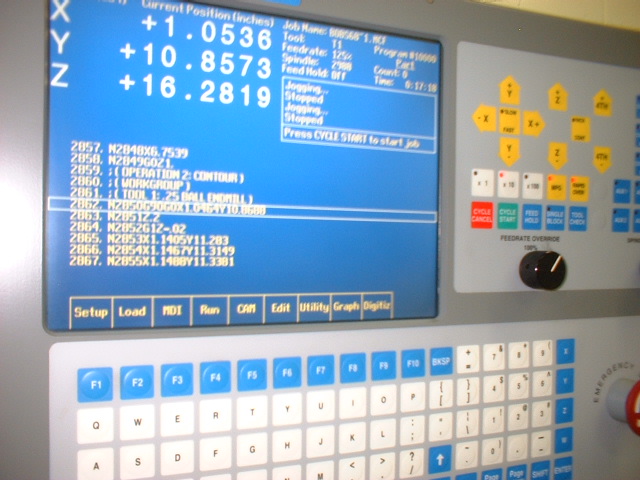
Bob's 68 Stang
Our CNC Program is a great way to understand how computers and designing
- software make the machining industry so much fun, fun to watch and operate. If you
- have an idea, and got some basic computer skills you can be very successful at
- achieving what the most talented CNC operators do everyday.
-
Classroom Subject
-
Bob's 68 Mustang, Bob has a 68 Mustang that's being restored and he's decided to
- make it personal, by CNC machining up two plates, customizing his name and car.
- One plate for the engine compartment and the other for the floor console in the car.
- Reminding everybody this is "BOB"S 68 STANG" Great Job!!!
-
-
-
|
|
-
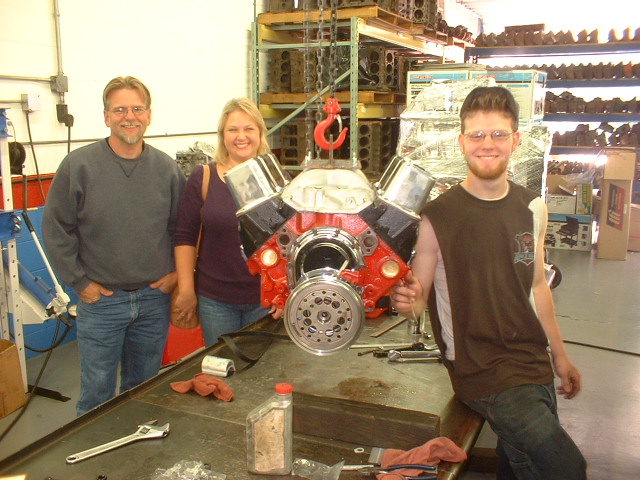
Nick Miley, Student 2007-2009
Nick Miley a very well liked and educated young man, has completed
- Program's One and Two, building two performance engines during his visit at
- RCS/AMS Votech, learning how to operate over 40 different pieces of equipment
- with over 60 different operating procedures, along with the theory and applied
- principles to performance engine designing and building.
-
- Nick being already educated and working after school in the CNC Machining
- Industry has an enormous amount of knowledge and talent for a young man.
- A very hard worker that other students look up to for advice. Nick feels that
- with all his knowledge he will have a great opportunity in the Racing Engine
- Industry.
-
Classroom Subjects
-
In Program One Nick has fully machined and assemble a 383 Chevy for his
- personal truck. This engine was designed to make as much low-end torque as
- possible to pull his 79 Chevy 4x4 truck anywhere he wants it, being a out
- doors men (hunter/ fishermen) kind of guy.
-
- In Program Two, Nick has designed, machined and assembled a 500 Hp
- 440 Chrylser race engine for a Dodge Super Bee dream car he wants to build in
- the future. His investment in both his engines were only parts at cost,
- which has saved him over $10,000 dollars in machining and labor charges if he
- paid someone. This is one of the great benefits when a student decides to come
- to RCS/AMS Votech.
-
- Nick's Mom and Dad proud of Nick and his education and talents visited the
- school to help load up Nick's engine to take home for installation.
-
-
-
|
|
-
468 B/B Chevy Jet Boat Racing Project
Michael Mc Donald and Nick Miley, Advance Engine Program Students are preparing to
-
disassemble and inspect this pump gas 8-71 Blown 468 B/B with Brodix cylinder heads.
- Originally built by another engine shop, found it's way to RCS/AMS because of major
- engine failure, caused by the fact the engine was not engineered correctly for it's intended
- use from the beginning. The engine was run under extreme boost pressures 18-20 lbs. psi
- while using the wrong octane fuel, this added cylinder pressure and heat resulted in
- damaging 4 out of 8 pistons, all the piston rings and engine bearings. There was evidence
- of major denotation in the cylinders to the point both head gaskets were blown out in 4
- cylinders and the top ring land on several pistons were broken and pieces were missing,
- amazing it still ran.
-
Classroom Subjects
-
Mike and Nick assisted in designing and engineering the required cylinder head flow rates,
-
camshaft design, and blower pulley ratio needed to create a 7-8 lbs of boost in their
- prediction to make this beast make 900 Hp on 93 Octane fuel.
-
-
- Assisting in tuning on the dyno Mike and Nick got a surprise when this chevy did exactly
- as they calculated, seeing how math and engineering prevails over guessing. This engine
- finished it's power curve at 7,400 RPMS at 895 Hp, while making 800 ftlbs of torque at
- 5,400 rpm.
-
- This 16ft jet boat cruses at 6,500 RPMS at over 100 mph what a crazy ride. It will spray
- a 200 ft. water spout out the back while dancing on a foot of water surface. The
- Monongahela River is one of three waterways in Pittsburgh and offers a great time for
- water recreation.
-
-
-
-
|
|
-
Corvetting Around Town
Ned Trbovich a Corvette restorer has just experience getting an education in engine building
- and engine dyno testing. Ned has a new respect for people that know how to truly build
- and tune the combustion engine, especially with 3 x 2 barrels that the end carbs are
- vacuum controlled to open. Ned is involved in the RCS/AMS Project Learning course involving
- him in every aspect of rebuilding and tuning his engine.
-
Classroom Subject
-
This is a 1969 Corvette 427 cui chevy with all matching build dates and serial numbers
- (all original stuff guy's) down to the original bolts. The only part Ned decided to use that
- was not original was the MSD distributor and the Edelbrock breather, which he used during
- testing only. This engine idles at a smooth 750 RPMS and makes 485 ft lbs of torque and
- 427 Hp by 5,500 RPMS with the air cleaner on and stock exhaust manifolds into 2 1/2 inch
- pipes. Now the camshaft and the 10:25-1 compression ratio is what made this impressive
- OEM engine perform, along with the many pulls on the dyno tuning the 3x2 carbs. The
- factory oval port intake manifold is very restrictive and runs out of air at about 4,900. I
- can't wait to see the completed car. Ned is sparing no expense and is doing a first class
- professional job on restoring his 69 Corvette.
-
-
|
|
-
Engine Assembly by Kevin Miller
Kevin Miller, a Program One student is in the middle of assembling an engine he personally
- did all the machine work on. Kevin is a very talented young man with a great mind for
- reasoning and understanding the theory and applied science of the combustion engine.
- Not everyone so young works so hard and demands so much from himself, Kevin a real
- mental enjoyment in class, but at times a pain in the rear. All kidding aside, Kevin has plans
- on attending Engineering School after his completion in machining studies.
-
Classroom Subject
-
This is a 383 Chrylser Street Performance
- Engine, estimating 375 Hp. Its been fully
- machined and assembled with all new
- internal parts, both Balanced and Blue
- Printed for the novas street performance
- enthusiast. Unfortunately we are
- awaiting dyno test results to prove
- Kevin's work.
-
-
-
-
|
|
-
Putting mathematics to the test
All Students participating in the advance program have a chance to
- prove their theory and mathematics. Students really don't see the
- benefits from mathematics, hard work and a well engineered engine
- until they get a chance to test and prove their engine designs and
- engineering.
-
- The hardest part of this industry is for an uneducated engine builder
- to be able to predict peak engine Hp, power band widths, the rpm
- where peak Hp is going to happen, or if the engine has even reached
- it's maximum available power level output, and whether or not the valve
- train is stable enough to reach that rpm, especially when it's an engine
- combination they have never built before.
-
- When a customer says they want a 500 Hp engine, they will never
- accept 490, but they'll accept 510 Hp. Now if you built to much power
- for the customer by luck, say 550 Hp, you might find that it sounds
- good and appealing to you and looks good on paper, but the difference
- in power might affect drivability and over all performance of the vehicle
- making it unpleasing to the customer and therefore unhappy.
-
-
- You must be able to design and engineer the engine exactly
- as the customer asks of you and or by your suggestions the first time,
- anything else makes the customer think you're guessing and they'll
- never trust you or your work and they'll let the world know it. I'm
- sorry to say this industry is full of novice engine builders that don't
- really know and understand how to mathematically calculate and
- predicted power from one engine combination to another repeatedly
- every time. At RCS/AMS we teach exactly that, and when a student is
- off in his results we can go back through the design process to find
- their mistake(s). Believe me if your off, you made a mistake in your
- calculations and or you didn't pay attention to details during one or
- more of the designing processes.
-
Classroom Subject
- Nick Miley, an advance engine student is involved in installing his engine
- project on our SuperFlow engine dyno while continuing his academic
- education. Experiencing Dyno engine installation, new engine start up
- procedures, new engine break-in, tuning for power and test data
- analysis for his first time. Nick has already learned the theory and
- applied science of operation of the SuperFlow Dynamometer in his classroom studies making it much easier to understand the operating procedures. Advance students get the chance to dyno test on their own after instructor demonstration and supervision, an average of 10 engine acceleration tests are made, allowing Nick to make adjustments to the air/fuel ratio, ignition timing and valve lash settings in search for the best tune up that the engine likes. A baseline tune up was first put on the engine before starting to allow Nick to get close on the tune up before running the power band.
-
During test and tuning, Nick will compare his test data to each test made, while making record of this adjustments changes. Nick is also gaining confidence in his operating skills and becoming more comfortable and relaxed with each test, Nick's never operated a engine dyno before his education at RCS/AMS and has performed like an expert.
-
Test Results
- DAY ONE DYNO SESSION
- DAY TWO DYNO SESSION
- Nick's mathematics predicted 515 Hp to 525 Hp at best, his finished peak Hp at 5,900 was 506 Hp. Nick's power band was 1,900 rpm's wide making peak torque at 4,000 rpm. Nick's camshaft selection a mechanical flat tappet, was very close in the required duration size needed to created both the peak Hp from the induction system and a 2,000 rpm power band. Where Nick made his miss calculation, he created an over scavenging exhaust port for the given available peak intake flow rate of the induction system. When Nick ported his heads, his exhaust flow value was 75% of the intake flow rate, but when he subtracted the intake manifold restriction this now made his exhaust flow rate 85% of the intake manifold peak flow rate creating an over scavenging exhaust port for the peak intake flow rate available. Nick's over scavenging affect starving the cylinder slightly at peak rpm Hp, creating a high BSAC and BSFC values, a mistake easily made by the best engine builders. Not bad for the first time, great job!!!
-
At the end of day one of the dyno sessions, Nick's engine started to experienced some premature camshaft wear, and at this point in time we were unsure as to the reason even though the camshaft held up fine through engine break-in and he was with out reason to suspect a problem was coming. Nick designed his engine to use a mechanical flat tappet camshaft with a net valve lift of .585.
-
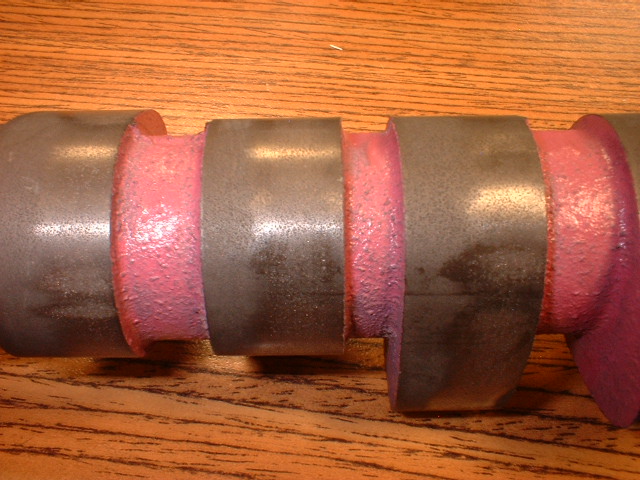
Camshaft Failure
- After inspection of the prematurely worn camshaft, it is our opinion that the manufacture
- of the camshaft and their manganese phosphate coating process was applied incorrectly,
- altering the available camshaft lobe surface from an overly concentrated manganese
- phosphate chemical bath at the bottom of the treatment tank, chemically etching one end
- of the camshaft more compared to the other, which altered and decreased the surface area
- that the lifter needed to rub against, therefore allowed the over loading of the available work
- surface, creating a accelerated premature failure to that surface and surrounding surface of
- those lobes affected. Top picture is the front of the camshaft and the bottom picture is the
- rear of the camshaft.
-
WHAT ARE ZINC AND MANGANESE PHOSPHATES?
- Zinc and manganese phosphate coatings are the treatment of iron or steel by immersion in
- a dilute solution of phosphoric acid and other additives. In the resulting chemical reactions,
- the surface of the metal is chemically converted to an integral protective layer of insoluble
- zinc and iron or manganese and iron phosphate crystals. Depending on the physical
- characteristics of the substrate and the pretreatment methods used, the translucent
- crystals appear black to light grey in color for zinc phosphate and black to dark grey in color
- for manganese phosphates.
-
HOW ARE ZINC AND MANGANESE PHOSPHATES APPLIED?
- Material to be coated is cleaned by immersion in a hot alkaline solution that removes most
- oils and loose soil. If surface oxides are present, the parts are then stripped in an
- acid-cleaning step that undercuts the rust or scale, exposing the bare metal beneath. The
- work is then rinsed thoroughly and coated in a chemically balanced hot phosphoric acid
- solution via an autocatalytic reaction. The temperature, time and chemical composition
- of this bath must be carefully controlled to produce consistent results. After coating is
- completed, excess acid is neutralized and a supplementary treatment is applied if required.
-
|
|
-
-
Coating the New Camshaft
- Prior to installation Nick at RCS/AMS coated his new camshaft with a molybdenum disulfide
- lubricant to make sure this doesn't happen again. The camshaft has to be prepared prior
- to application of the coating and is then baked to cure. Once applied the coating will just
- wear and burnish itself to the lifter transferring lubrication as required. We have had great
- success in using coats for all the engine parts of an engine and must be considered when
- designing and building a top quality engine.
-
What is MOLYBDENUM DISULFIDE
- Molybdenum Disulfide Coatings are commonly used in applications where load carrying
- capacity, operating temperature and coefficient of friction are primary concerns. This
- coating provides effective lubrication in a wide range of loads, in many cases exceeding
- 250,000 psi. Moly coatings lubricate sacrificially by transferring lubricant between two
- mating surfaces, which helps to reduce the wear and the coefficient of friction. Moly
- coatings are a combination of molybdenum disulfide lubricant and high performance
- resins. Moly coatings are thermally cured and thoroughly bonded to the base metal
- of the coated part.
|
|
|
© Copyright Protected 1997-2009 RCS/AMS Race Car Service of America/ Automotive Machinist School, Inc. All rights reserved.
|
|
|
|
|
|
|
|
|
|
|
|
|